鋁合金鑄件--鋁合金爐料配制及質量控制-東莞市鑫弘祥金屬制品有限公司
咨詢熱線
15079799960





聯系我們
重力鑄造部:15079799960(郭經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:[email protected]
網址://wxoumai.com
地址:東莞市橋頭鎮李屋沿河工業區7號
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:[email protected]
網址://wxoumai.com
地址:東莞市橋頭鎮李屋沿河工業區7號
鑫弘祥鋁合金重力鑄造廠 >> 新聞中心 >> 鋁合金鑄件--鋁合金爐料配制及質量控制
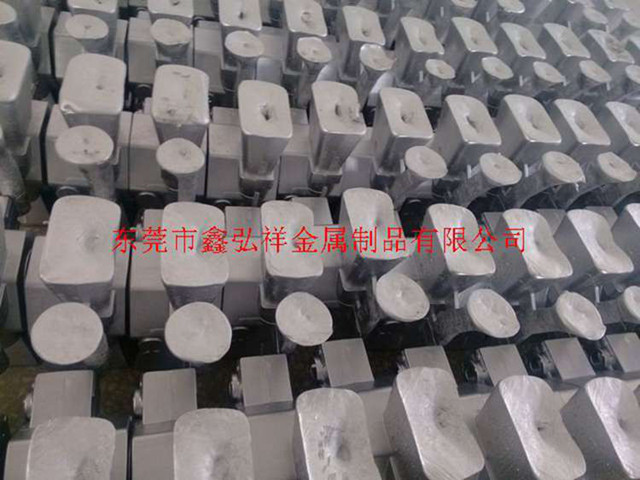
鋁合金鑄件--鋁合金爐料配制及質量控制
為了熔煉出優質鋁熔體,首先應選用合格的原材料。須對原材料進行科學管理和適當處理,否則就會嚴重影響合金的質量,生產實踐證明,原材料(包括金屬材料及輔助材料)控制不嚴會使鑄件成批報廢。(一)原材料必須有合格的化學成分及組織,具體要求如下:入廠的合金錠除分..
 為了熔煉出優質鋁熔體,首先應選用合格的原材料。須對原材料進行科學管理和適當處理,否則就會嚴重影響合金的質量,生產實踐證明,原材料(包括金屬材料及輔助材料)控制不嚴會使鑄件成批報廢。
為了熔煉出優質鋁熔體,首先應選用合格的原材料。須對原材料進行科學管理和適當處理,否則就會嚴重影響合金的質量,生產實踐證明,原材料(包括金屬材料及輔助材料)控制不嚴會使鑄件成批報廢。(一)原材料必須有合格的化學成分及組織,具體要求如下:
入廠的合金錠除分析主要成分及雜質含量外,尚就檢查低陪組織及斷口。實踐證明,使用了含有嚴重縮孔、針孔、以及氣泡的鋁液,就難以獲得致密的鑄件,甚至會造成整爐、整批的鑄件報廢。
有人在研究鋁硅合金錠對鋁合金針孔的影響時發現,用熔融的純澆鑄砂型試塊時并不出現針孔,當加入低組織和不合格的鋁硅合金錠后,試塊針孔嚴重,且晶粒大。其原因為材料的遺傳性所致。鋁硅系合金和遺傳性隨著含量的提高面增大,硅量達到7%時,遺傳顯著。繼續提高硅含量到共晶成分,遺傳性又稍減小。為解決爐料遺傳性引起的鑄件缺陷,必須選用冶金質量高的鋁錠、中間合金及其它爐料。具體標準如下:
(1)斷口上不應有針孔、氣孔
針孔應在三級以內,局部(不超過受檢面積的25%)不應超過三級,超過三級者必須采取重熔煉的辦法以減少針孔度。重熔精煉方法與一般鋁合金熔煉相同,澆鑄溫度不宜超過660℃,對于那些原始晶粒大的鋁錠、合金錠等,應先用較低的錠模溫度,使它們快速凝固,細化晶粒。
(2)、爐料處理
爐料使用前應經吹砂處理,以去除表面的銹蝕、油脂等污物。放置時間不長,表面較干凈的鋁合金錠及金屬型回爐料可以不經吹砂處理,但應消除混在爐料內的鐵質過濾網及鑲嵌件等,所有的爐料在入爐前均應預熱,以去除表面附的水分,縮短熔煉時間在3小時以上。
(3)、爐料的管理及存放
爐料的合理保存及管理對確保合金質量有重要意義。爐料應貯存在溫度變化不大、干燥的倉庫內。
上一篇:重力鑄造--鋁合金重力鑄造優點
Copyright@東莞市鑫弘祥金屬制品有限公司 All rights reserved.
重力鑄造部:15079799960(郭經理)
翻砂鑄造部:18680079187(方經理)
機加工部:15014881169(陳經理)
郵箱:[email protected] 網址://wxoumai.com
地址:廣東省東莞市橋頭鎮李屋沿河工業區7號
相關搜索:鋁合金鑄件--鋁合金爐料配制及質量控制
 在線客服
在線客服 